-
--热烈祝贺我会联办的科普活动被中国科协评为--优秀科普活动
12月21日,中国科学技术协会办公厅印发《关于对2020年全国科普日有关组织单位和活动予以表扬的通知》(科协办函普字【2020】158号), 、南京工程学会和江苏省学会服务中心联办的“2020年全国科普日暨第一届‘天印筑梦·科普智行’”活动,被评为优秀科普活动。
螺纹加工知识重点一览(1)
时间:2020/12/31 14:56:35 浏览次数:3879
字体:大
中
小

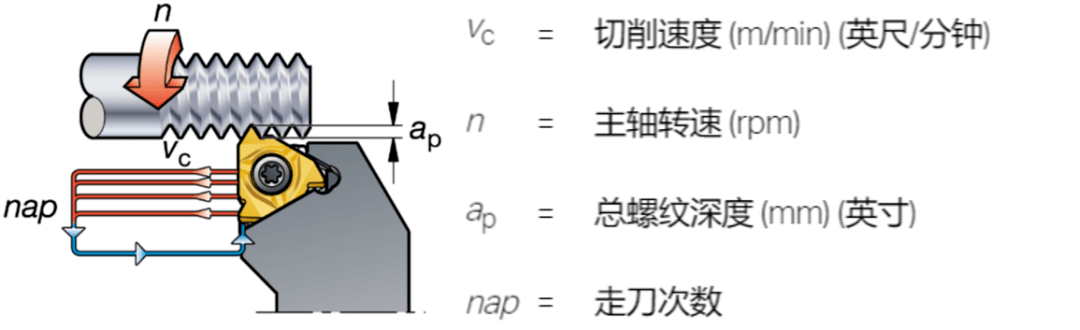
金属切削加工螺纹的方法主要有车削、铣削、攻丝等,今天小编为大家带来了生产中最常见的螺纹车削的重要技术知识分享给大家。
一、螺纹加工重要基本知识
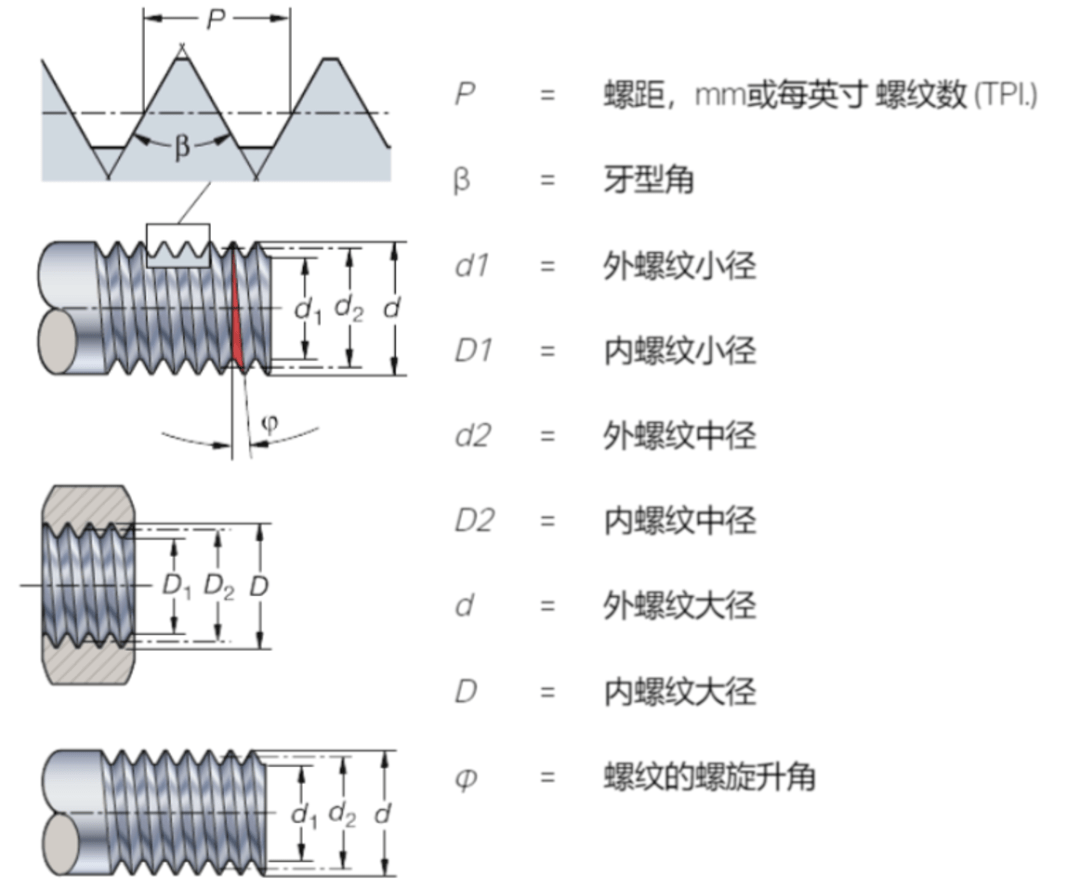
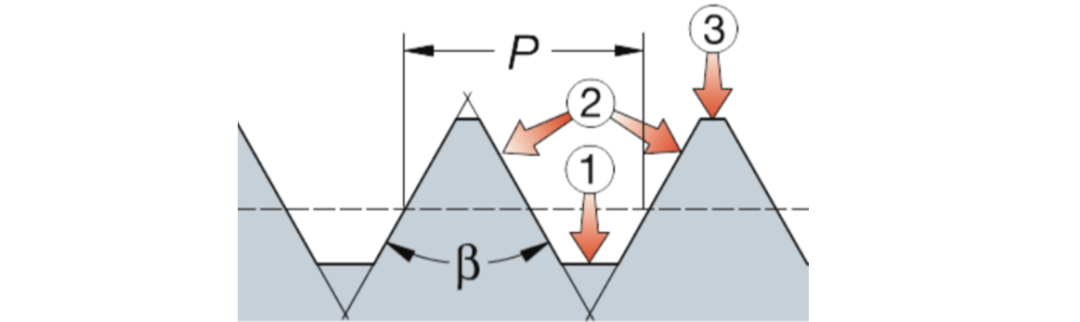
1. 术语定义
①牙底 ②牙侧 ③牙顶
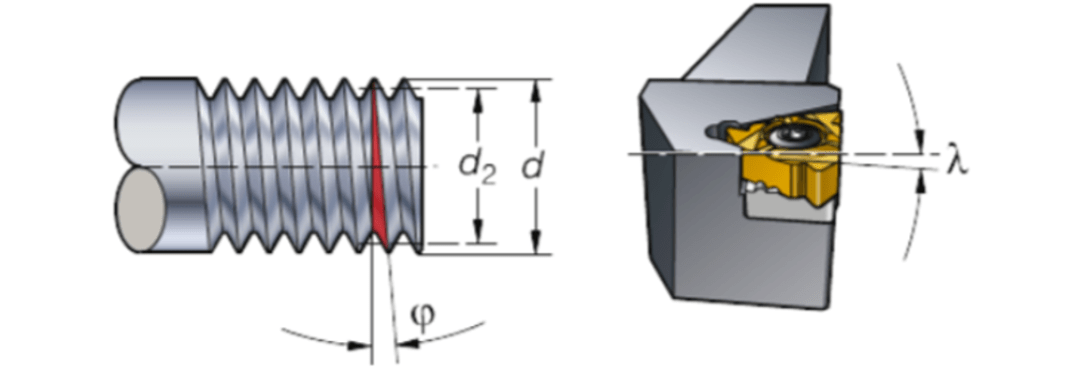
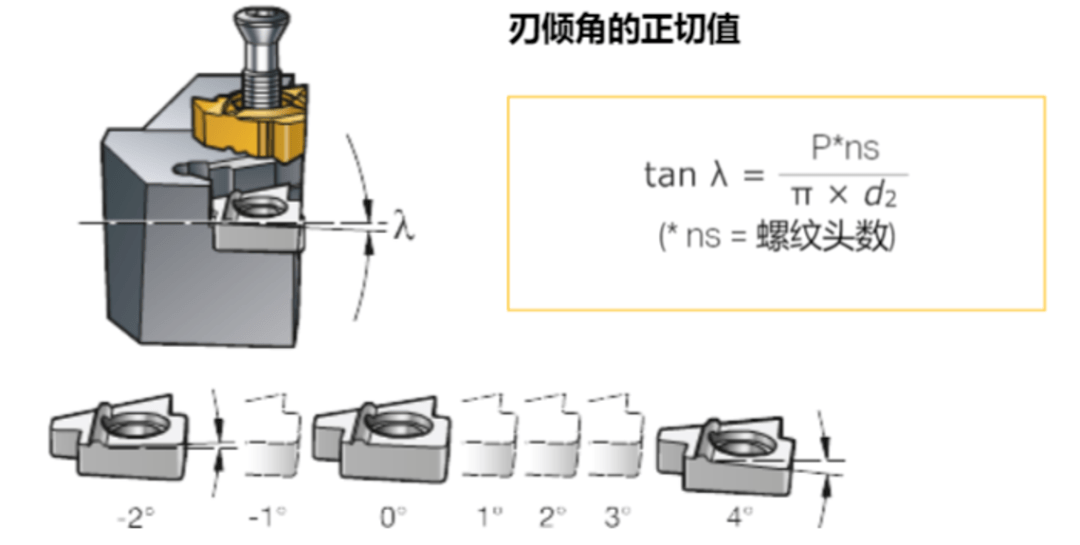
螺旋升角:
- 螺旋升角取决于螺纹的直径和螺距。
- 通过更换刀垫调整刀片的牙侧后角。
- 刃倾角为γ。最常见的刃倾角为1°,对应刀柄中的标准刀垫。
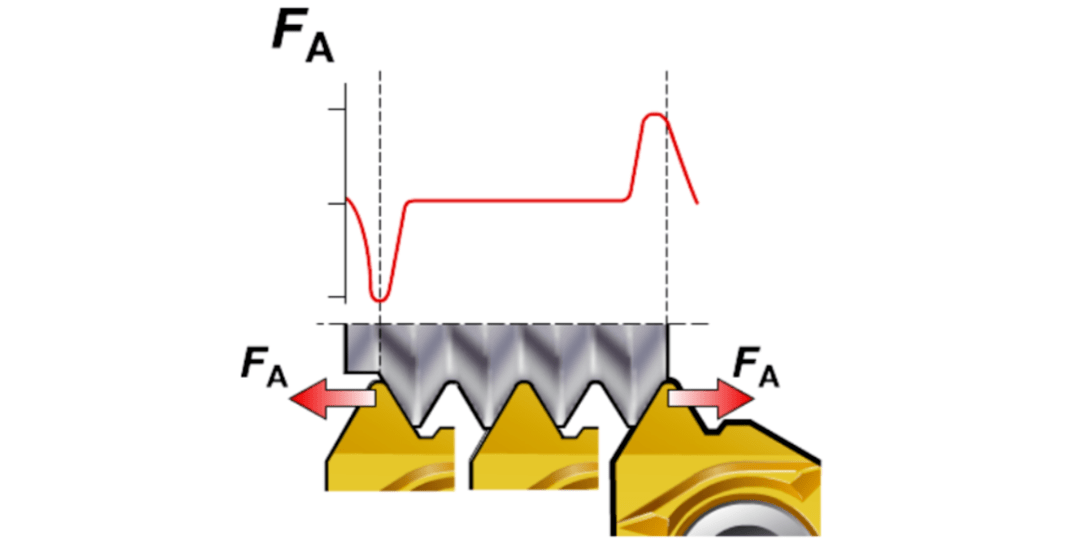
切入和切出螺纹时的切削力:
- 螺纹加工工序中的最高轴向切削力在切削刀具切入和切出工件期间出现。
- 切削参数过高可能导致夹紧不可靠的刀片出现运动。
倾斜刀片以获得间隙:
可在刀柄中的刀片下方利用刀垫设置刃倾角。可参考刀具样本中的图表选择使用哪种刀垫。所有刀柄都配备刃倾角设置为1°的标准刀垫。
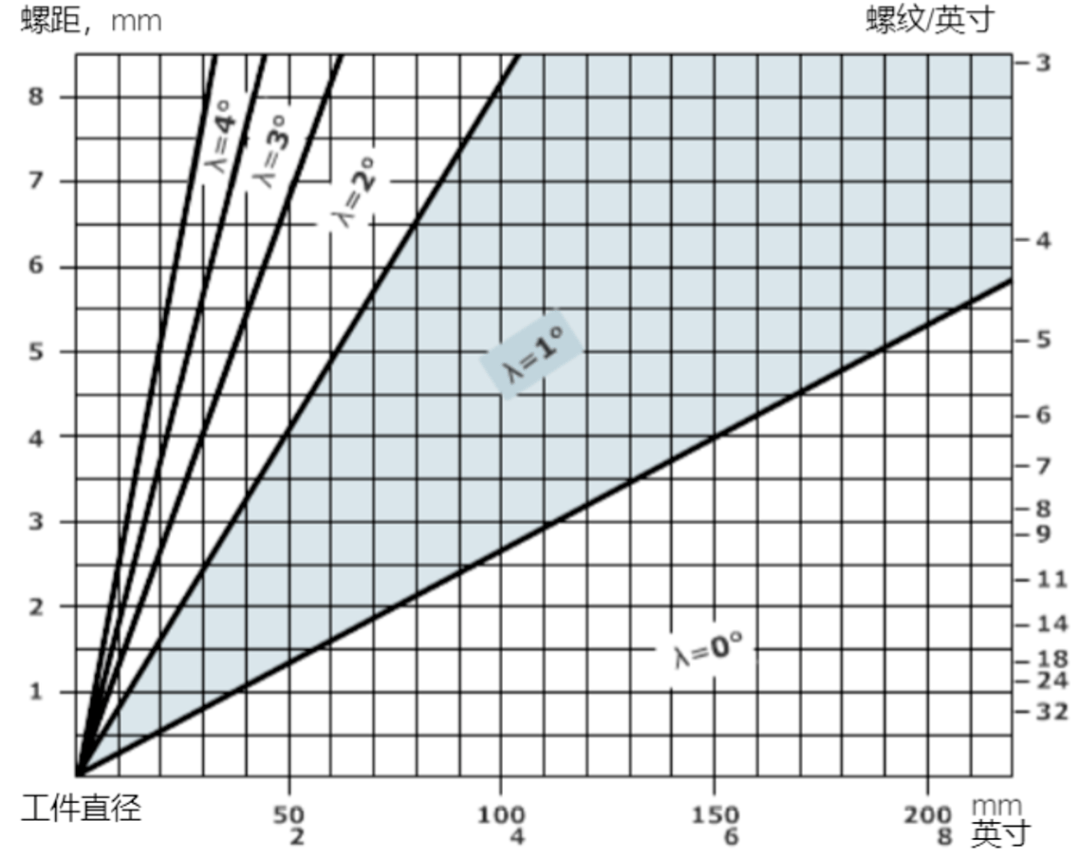
根据刃倾角选择刀垫。工件直径和螺距会影响刃倾角。从下图可以看出,工件直径为40mm,螺距为6mm,所需的刀垫必须具有3°刃倾角(不能使用标准刀垫)。
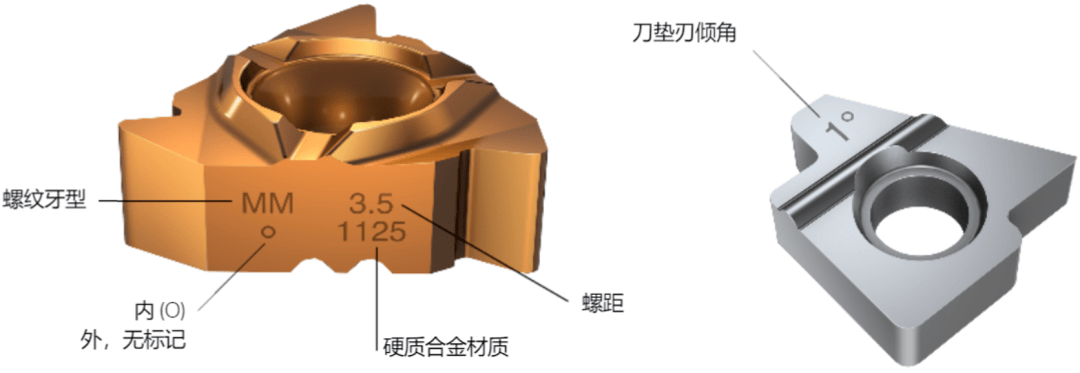
螺纹加工刀片和刀垫的标记:
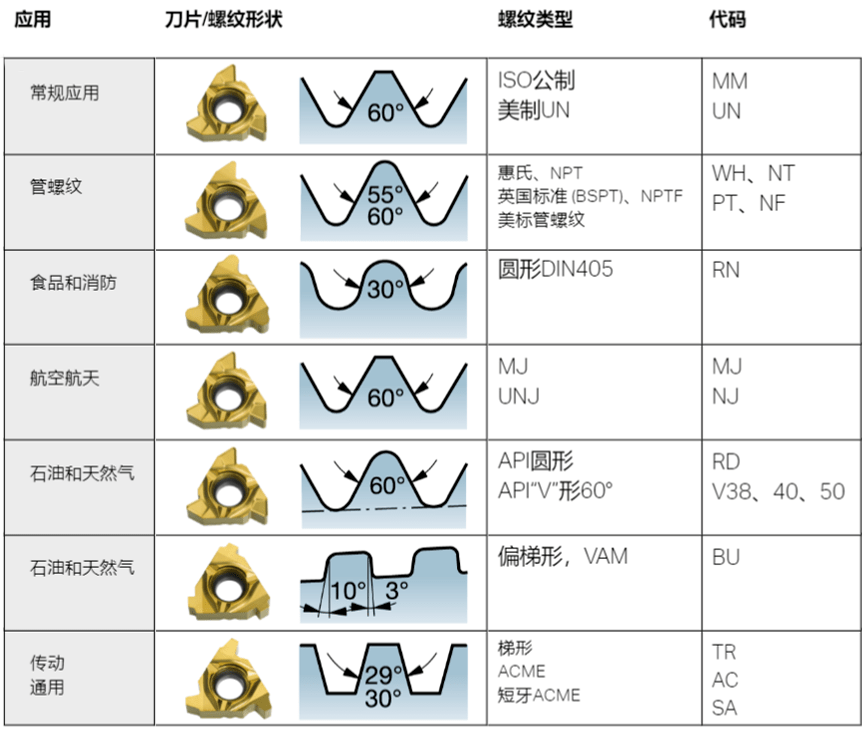
螺纹形状及其应用:
二、螺纹刀片类型及夹持方案
1. 多牙型刀片

优点:
- 减少进刀次数
- 非常高的生产率
缺点:
- 需要稳定装夹
- 在加工完螺纹之后需要足够的退刀空间
2. 全牙型刀片

优点:
- 更好地控制螺纹形状
- 毛刺更少
缺点:
- 一种刀片只能切削一种螺距
3. V牙型刀片
优点:
- 灵活性,同一种刀片可用于加工几种螺距。
缺点
- 会导致毛刺形成,需要去除毛刺。
