-
--热烈祝贺我会联办的科普活动被中国科协评为--优秀科普活动
12月21日,中国科学技术协会办公厅印发《关于对2020年全国科普日有关组织单位和活动予以表扬的通知》(科协办函普字【2020】158号), 、南京工程学会和江苏省学会服务中心联办的“2020年全国科普日暨第一届‘天印筑梦·科普智行’”活动,被评为优秀科普活动。
齿轮表面的喷丸强化技术(1)
时间:2020/9/18 20:01:11 浏览次数:5438
字体:大
中
小

喷丸强化是一种受控喷丸技术,不同于喷丸清理。喷丸清理以去除工件表面油污、氧化皮、锈蚀和机械加工毛刺为目的。齿轮表面的喷丸强化主要是借助于高速运动的弹丸冲击零件的表面,使其发生弹性塑性变形,从而产生残余压应力、加工硬化和组织细化等有利的变化,以提高齿轮的弯曲疲劳强度和接触疲劳强度,是改善齿轮抗咬合能力、提高齿轮使用寿命的重要途径。
一、喷丸强化机理及其作用
1.喷丸强化处理能改善零件表层的应力分布
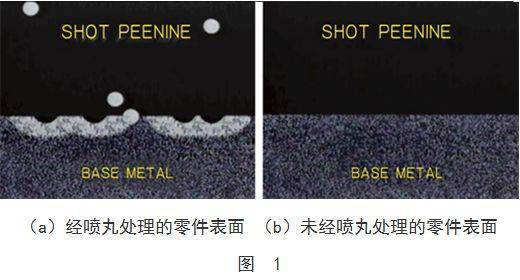
喷丸后的残余应力来源于表层不均匀的塑性变形和金属组织相变,其中以不均匀的塑性变形为主。喷丸后,金属表面产生大量凹坑形式的塑性变形,表层位错密度大大增加,而且还出现亚晶界和晶粒细化现象。如图1所示。经喷丸处理后的齿轮表层残留奥氏体有一部分将变成马氏体,因相变时体积膨胀而产生压应力,从而使得表层残留奥氏体场向着更大的压应力方向变化,因而提高了齿轮的疲劳强度。通过喷丸强化,又能消除热处理应力,去除表面氧化皮,改善零件的缺口敏感性,并把容易发生零件失效的残余应力转变为压应力,有效地限制裂纹源的产生和扩展,较大幅度提高零件的疲劳寿命。
2.喷丸强化可使工件表面形成高的压应力层
由于喷丸强化提高了表面压应力而显著改善其疲劳性能,对于承受高周波疲劳载荷的工件更为有效。喷丸强化形成的残余压应力可抵消部分外加载荷。喷丸时小尺寸球形钢丸击打工件表面而形成压应力,每一弹丸的冲击都会使金属产生一定的塑性变形,最终表面不能完全回复而形成了永久的压应力状态。作为一种表面强化工艺,喷丸能在表面形成残余压应力相当于材料抗拉强度极限的55%~60%,而工件表面恰是容易萌生裂纹的地方。对于渗碳淬火齿轮,所形成的压应力可达1177~1725MPa,可大大改善疲劳性能。压应力层深度是喷丸强度(或喷丸能量)的函数,随着弹丸尺寸或弹丸速度的增加而增加。
二、喷丸强化工艺参数
喷丸强化工艺对弹丸的形状、尺寸和硬度等要求较高,用喷丸强度和表面覆盖率来控制喷丸工艺,用残余应力和疲劳试验来检测表面强化效果。
喷丸强化工艺参数包括弹丸材料、弹丸直径、弹丸速度、弹丸流量、喷射角度、喷射距离、喷丸时间和覆盖率等,其中任何一个参数的变化都会不同程度影响喷丸强度,即影响强化效果。
(1)弧高试片
标准ALMEN弧高试片是综合评价喷丸强化工艺参数的一种专用量规。它是用70号弹簧钢制成,共有三种规格,代号分别为N、C、A,分别使用于3种不同喷丸强度要求的场合。
(2)弧高曲线
弧高曲线是在其它工艺参数固定情况下,同一种试片的喷丸弧高值随喷丸时间(或喷丸次数)变化而变化的,标志着弧高值——时间相对关系的曲线。
(3)喷丸强度
喷丸强度通常采用弧高值测定法,其要点是用一定的弹簧钢试片通过检测喷丸强度后的形状变化来反映喷丸效果,具体操作是用阿尔门Almen试片(弧高度试片,一般硬度为44~50HRC),固定在夹具上,经投射喷丸后再取下试片,然后用检具(如阿尔门测量仪)测量弯曲弧的高度。
喷丸强度的另一种检验方法为残余应力检测,即对强化喷丸后的工件进行残余应力的检测,具体的检验方法为X射线衍射法。
(4)表面覆盖率
覆盖率是指被处理工件表面经喷丸处理后,弹丸压痕面积与被喷工件表面积的比值。通常用百分数表示。测量要点是把阿尔门试片经喷丸后放大约50倍,测量其弹丸压痕面积。因很困难保证覆盖率为100%,故实际上把98%的覆盖率定义为全覆盖率。对于产品图样要求300%的覆盖率,通常用达到98%的有效覆盖率所需喷丸时间的三倍来实现。
(5)弹丸质量
弹丸质量对强化效果影响很大,一般规律是:弹丸直径小,工件表面残余应力较高,但强化层较浅;弹丸直径大,工件表面残余应力较低,但强化层较深;弹丸硬度高,喷丸强度也高;弹丸直径增加,喷丸强度也增加;弹丸速度增加,喷丸强度、表面压应力和强化层深度三者增加。
(6)喷丸时间
在其他喷丸工艺参数不变的情况下,喷丸只有达到“饱和”时间或两倍于“饱和”时间时可获得最佳强化效果,通常强化时间不足比强化时间过度更为不利。因此,当发现强化时间低于规定时间内,可以对该工件再进行一次补充强化。
三、喷丸强化技术的应用
1.提高渗碳齿轮表面硬度
例1:一汽热处理分厂喷丸设备采用德国产TR5SVR—1型应力喷丸设备。喷丸工艺为:采用直径为¢0.8mm钢丸,喷丸时间9min,喷丸速度为2800r/min。齿轮材料为22CrMoH钢,经渗碳淬火及回火处理。喷丸强化处理后齿轮表层组织得到了细化,表层的残留奥氏体含量比未经喷丸处理工件的残留奥氏体含量要低10%左右,在距离表面0.15mm范围内,变化量比较明显;经强化喷丸处理后的齿轮表面硬度提高了0.5~2HRC。
2.提高齿轮表面残余压应力并改善表层显微组织
例2:桑塔纳轿车变速器二档从动齿轮,经渗碳淬火、回火处理。喷丸采用叶轮式喷丸机,喷丸速度2900r/min,弹丸硬度57HRC。其喷丸试验结果如下。
(1)喷丸件表层显微硬度明显提高,这是受到高的残余压应力、加工硬化和组织变化(细化)综合作用的结果,其中残留奥氏体的显著减少对硬度提高也做出了贡献。
(2)由于喷丸使工件表层中的残留奥氏体变为马氏体,可用来提高表面硬度。马氏体针明显较未喷丸件细小致密,起到了细化马氏体亚结构的作用。有利于残余应力的提高,从而提高了齿轮的疲劳性能。
3.提高齿轮的疲劳寿命
例3:一汽采用强化喷丸工艺对“解放”牌汽车变速器一挡齿轮进行疲劳寿命试验,显著提高了齿轮的疲劳寿命。如表1所示。为了提高“解放”牌主动螺旋齿轮的疲劳寿命采用大圆弧滚刀切齿,增大齿轮圆角可以使主动螺旋齿轮的寿命由20.83万次提高到69.54万次,如果再采用强化喷丸,可以使其疲劳寿命提高到210.9万次。
表1喷丸强化对“解放”牌变速器一挡齿轮疲劳寿命的影响
|
处理状态 |
扭矩为450N.m弯 曲疲劳寿命 |
扭矩为370N.m接 触疲劳寿命 |
||
|
平均值 |
相对值 |
平均值 |
相对值 |
|
|
未喷丸 |
0.75×10 6 |
100% |
3.85×10 6 |
100% |
|
强化抛丸 |
3.42×10 6 |
456% |
>5.06×10 6 |
>131% |
例4:齿轮采用碳氮共渗后喷丸硬化提高接触疲劳强度。如SCM420H钢齿轮,经通氨气等进行碳氮共渗,随着含氮量的增加,ΔHV(硬度降)提高,即抗回火性能提高,回火温度可达300℃。解决了汽车用自动变速器AIT常规渗碳齿轮齿面接触疲劳破坏问题。
