-
--热烈祝贺我会联办的科普活动被中国科协评为--优秀科普活动
12月21日,中国科学技术协会办公厅印发《关于对2020年全国科普日有关组织单位和活动予以表扬的通知》(科协办函普字【2020】158号), 、南京工程学会和江苏省学会服务中心联办的“2020年全国科普日暨第一届‘天印筑梦·科普智行’”活动,被评为优秀科普活动。
机械加工中振动的产生机理以及防治措施你应该知道(2)
时间:2020/8/19 11:17:21 浏览次数:4910
字体:大
中
小

自激振动的产生条件:
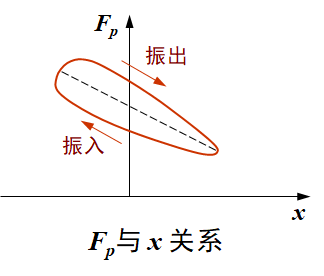
①k1=k2,x1与x2无相位差, 轨迹为直线,无能量输入
②k1>k2,x1超前x2,轨迹A→D→B→C→A为一椭圆,切入半周期内的平均切削厚度比切出半周期内的大,系统无能量输入
③k1<k2,x1滞后于x2,轨迹为一顺时针方向椭圆,即:A→C→B→D→A。此时,切入半周期内的平均切削厚度比切出半周期内的小,有能量获得,振动能够维持。
负摩擦原理
切削塑性材料时,吃刀抗力Fp自某一速度开始随切削速度增加而下降。在此区域,极易引起自激振动。
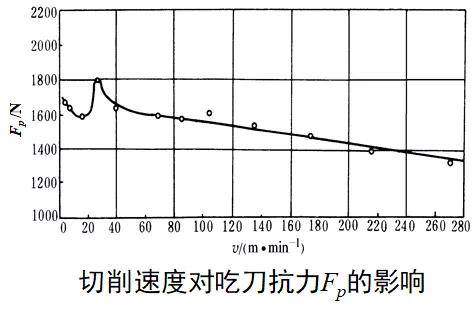
Fp主要取决于切屑与刀具相对运动所产生的摩擦力。切削过程若有振动,切入半周期切削速度高→Fp小→切入半周期切削力所作负功小于切出半周期切削力所作正功,系统有能量输入,振动维持
Fp主要由摩擦引起,故将切削速度增高导致摩擦力下降的特性称为负摩擦特性。
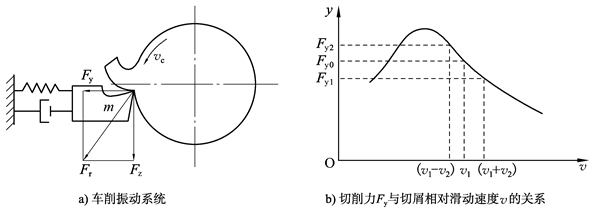
切削力滞后原理
由于存在惯性和阻尼,作用在刀具上的切削力滞后主振动系统运动。
振入过程实际切削厚度小于名义值→Fp小→切入半周期切削力所作负功小于切出半周期切削力所作正功,系统有能量输入,振动维持。
由切削力滞后引起,故称为滞后型颤振。
三、机械加工过程中振动的防治措施
1.消除或减弱产生强迫振动的条件
减小机内干扰力的幅值
动力源(尤其是液压系统)与机床本体分离;
机床中高速回转的零件进行静平衡和动平衡;
提高转动件的制造和装配精度,或采用对振动和动平衡不敏感的高阻尼材料制造齿轮,以减少啮合所造成的振动;
对于往复运动部件,关注其质量、速度及换向机构。
调整振源的频率:
调整刀具或工件的转速,使激振力频率偏离工艺系统的固有频率。
式中 f 和 fn分别为振源频率和系统固有频率。
隔振
主动隔振——阻止机床振动通过地基外传
被动隔振——阻止机外干扰力通过地基传给机床
常用隔振材料有橡皮、金属弹簧、空气弹簧、泡沫乳胶、软木、矿渣棉、木屑等。
提高工艺系统的刚度和阻尼
采用刮研各零部件之间的接触表面,以增加各种部件间的连接刚度;
利用跟刀架,缩短工件或刀具装夹时的悬伸长度等方法以增加工艺系统的刚度。
采用减振装置
如果不能从根本上消除产生振动的条件,又不能有效的提高工艺系统的动态特性,可采用消振减振装置。
2.消除或减弱产生自激振动的条件
减小切削或磨削时的重叠系数
减小重叠系数方法:增加主偏角、增大进给量
合理选择切削用量
V=30~70m/min→自振↑
f↓→自振↑;保证Ra时→f↑
切削深度增大,切削宽度也增大,振动增强,选择切削深度时一定要考虑切削宽度对振动的影响
合理选择刀具参数
前角、主偏角↑→自振↓
后角↓→自振↓;但太小时→自振↑
适当地增大前角、主偏角,能减小Fy,从而减小振动。主偏角增大,则垂直于加工表面方向的切削分力减小,故不易产生自振。
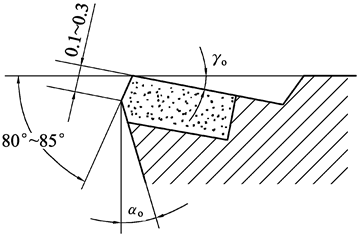
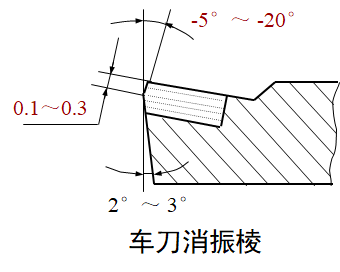
但精加工中由于切削深度较小,后角较小时,刀刃不容易切入工件,且使刀具后面与加工表面间的摩擦加剧,反而容易引起自振。通常在刀具的主后面上磨出一段后角为负的窄棱面,如图所示,这样可以增大工件和后刀面之间的摩擦阻尼,起到很好的减振效果。
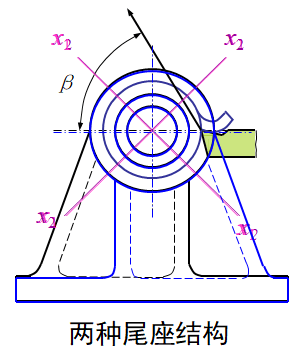
调整振动系统小刚度主轴的位置
增加切削阻尼
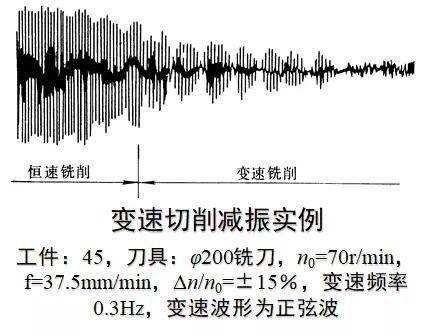
采用变速加工
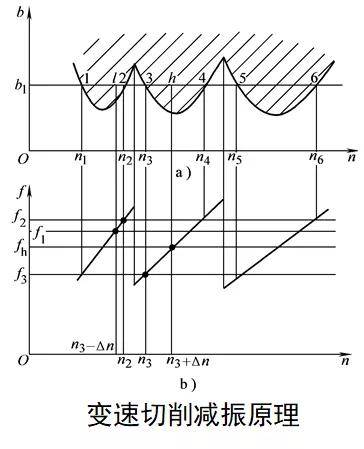
抑制再生颤振,用于工艺系统刚性较好的场合;
切削过程在不稳定区与条件稳定区交替进行;
加工系统振动频率随主轴转速变动而变动,其振动响应是变频激励的瞬时响应,与恒频相比要小。
3.改善工艺系统动态特性
提高工艺系统刚度;
增大工艺系统阻尼;
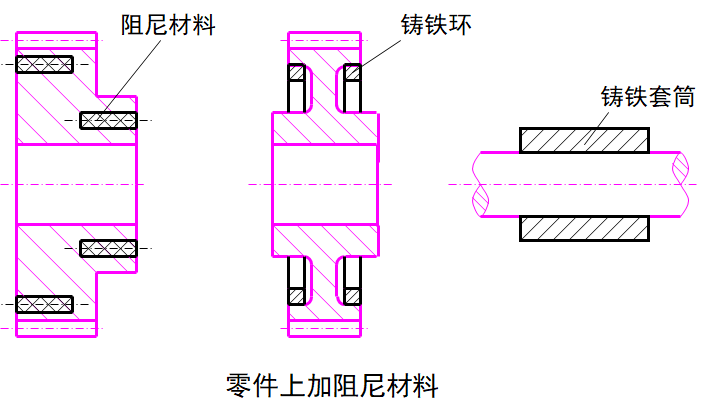
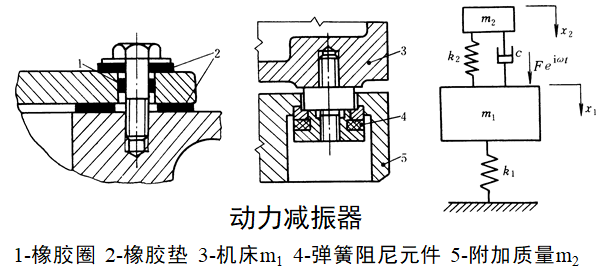
4.采用减振装置
动力减振器
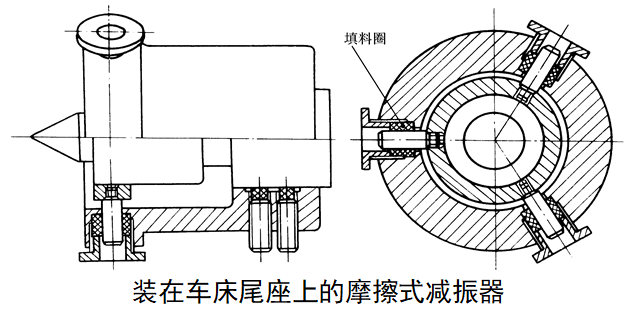
摩擦式减振器
冲击式减振器
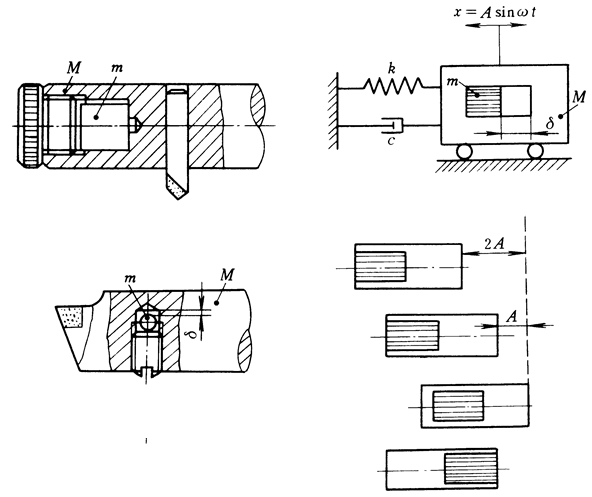
式中 T——振动体M 的振动周期
A——振动体M 的振幅
