-
--热烈祝贺我会联办的科普活动被中国科协评为--优秀科普活动
12月21日,中国科学技术协会办公厅印发《关于对2020年全国科普日有关组织单位和活动予以表扬的通知》(科协办函普字【2020】158号), 、南京工程学会和江苏省学会服务中心联办的“2020年全国科普日暨第一届‘天印筑梦·科普智行’”活动,被评为优秀科普活动。
如何进行圆柱件槽加工?
时间:2020/5/8 14:00:51 浏览次数:3486
字体:大
中
小

如何一站到底?这周机械社区分享如何进行圆柱件槽加工。
问题:想和大家讨论一下,一个圆柱的产品,材料为铝,用立加做侧面四个尖角的槽,有什么好方法么,有没有什么特殊的刀具可以做出倾角?
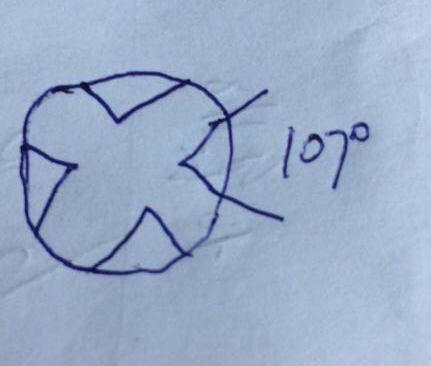 图1
图1
讨论
A:可以夹在四轴上,刀具工具磨成图2这个角度,横切进去。
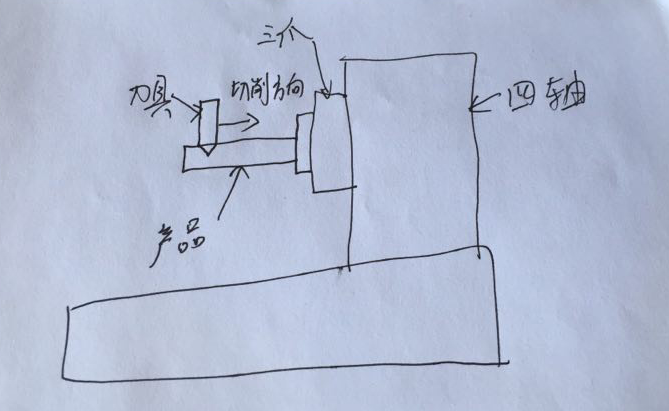 图2
图2
Q:看图是107度的尖刀加工,这样加工刀能承受住吗,而且目前的设备没有四轴机器?
A:受不了像图3在后面加尾顶,没有四轴可以用万能分度头代替。有点麻烦的是需要用手摇。
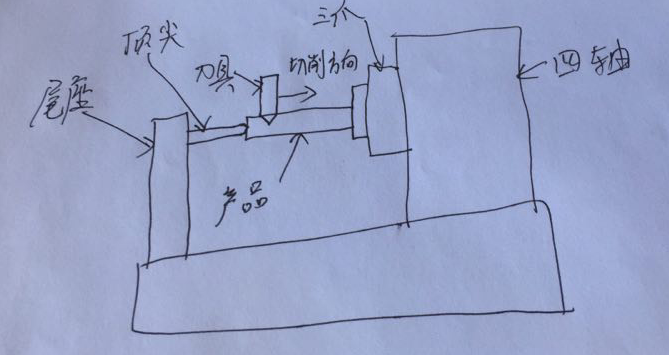 图3
图3
A:大于90度可以四轴侧刃铣,直接107°成型刀
A:对,只要过90°就可以用普通铣刀铣
A:铣刀磨角度,用铣床分度头就可以加工
A:不放心的话可分层铣,也可粗精铣,方法有很多
Q:刀应该是磨成107度的尖刀,还是磨成15度的斜度平刀
A:建议直接工具磨到位,别担心刀具会崩,产品要求是尖的就磨成尖的
Q:产品是尖的,如果把107度的一个边摆平,那另一个边就是15度,这样可以加工吗?竖着是不是做不出清角
A:这样耗时,一个槽要摇两次加工,不如做成型刀,要一次加工到位。如果横截面是图4这样用成型刀,如果是平的,那就按你的方法
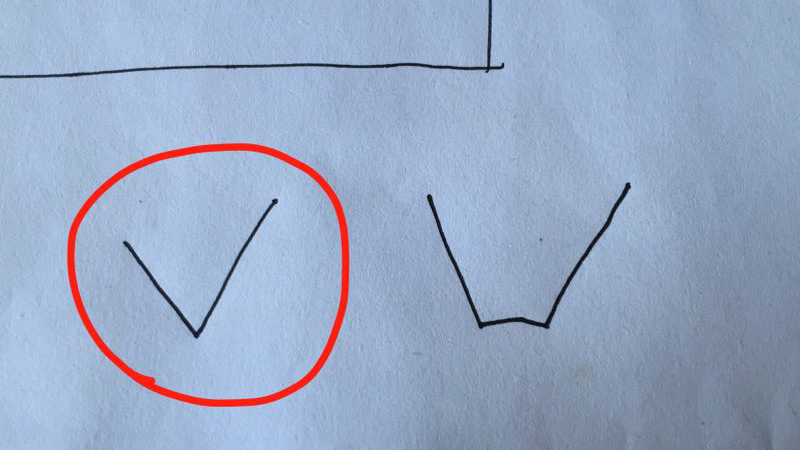 图4
图4
Q:都是107度 不过尖刀是在中心下刀,平刀要在旁边下刀
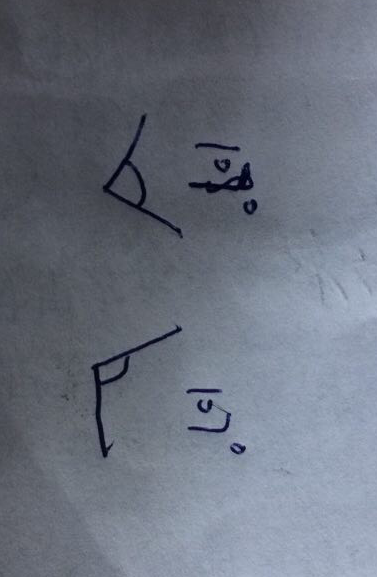 图5
图5
A:
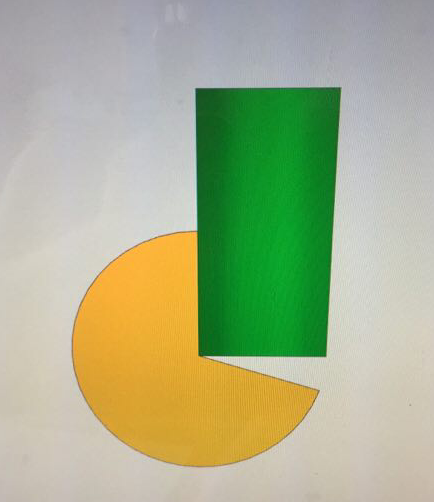 图6
图6
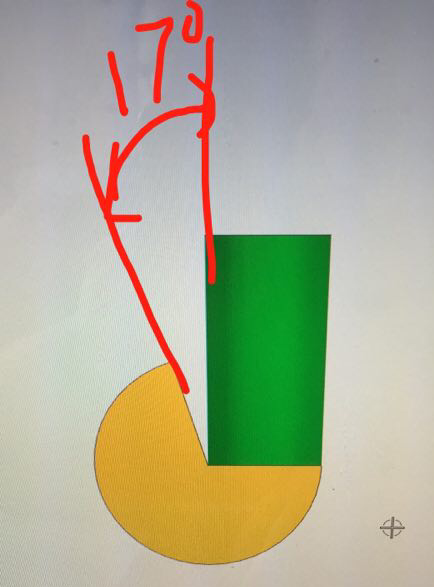 图7
图7
Q:对,就是图7这样
A:把一边垂直,铣完,旋转17°再铣,也可以接上
Q:磨成17度的平刀,不用旋转了吧。这个下口是6上口8斜度17
 图8
图8
A:这种你可以不用担心崩角
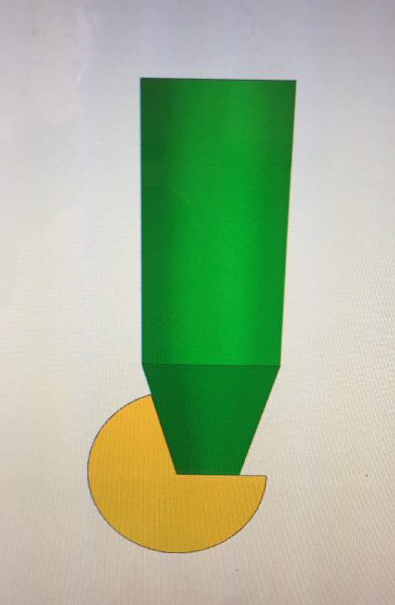 图9
图9
Q:是的,这样做就不用担心刀具磨损问题。
问题的最优解即是刀具磨成相应角度进行一次铣槽加工,这样可以避免刀具磨损,同时一次加工也降低了很多不确定性,机械社区们用户们的讨论过程,真是图文并茂,令人信服。
